

2024-08-21
朱永利 徐兰侠 高红心 张秋燕
(河北省冶金学会)
摘 要:通过对平立交替短应力线轧机翻转减速机损坏问题的类比分析,对损坏方式进行总结,得出维修过程中齿轮轴轴向串量预留的重要性。通过改变设备维修工艺及技术要求和轴承的定位方式加强。优化了 轴承的运行状态。达到了稳定设备运行、延长了在线使用时间、减少了备件费用的目的。
1、简介
第二钢轧厂一棒生产线全线共20架轧机,平立交替布置,粗轧机8架,中轧机6架,精轧机6架。其中16、18、20ral机为平立可转换卡盘式短应力线轧机。该生产线设计最高轧制速度为18米/秒。
平立转换16、18、20#轧机传动方式是电机通过地面减速机实现第一次减速。当轧机水平位使用时,地面减速机通过快装接手直连翻转减速机输入轴,经过翻转减速机第二次减速,翻转减速机两个输出轴分别带动2个万向接轴通过两个自调心套筒连接上下两个轧辊,反向旋转实现水平轧制。当轧机立位使用时,地面减速机通过快装接手直连伞齿轮箱(i=1),通过一对圆锥齿轮传动改变传动方向,伞齿轮箱与韶转减速机相连,翻转减速机带动两个轧辊,反向旋转实现立式轧制。
2、问题提出
随着设备管理的精细化,对设备完好率和长周期使用的要求也越来越高。设备维修质量及结构的优劣已经成为设备在线时间长短、事故频度的关键性因素,从而决定设备各项经济技术指标是否优良,因此对相关问题进行探讨非常必要。下面结合一棒16#、18#、20#轧机翻转减速机频繁损坏问题做进一步探讨。
3、使用情况分析
精轧机翻转减速机更换、维修情况及分析:
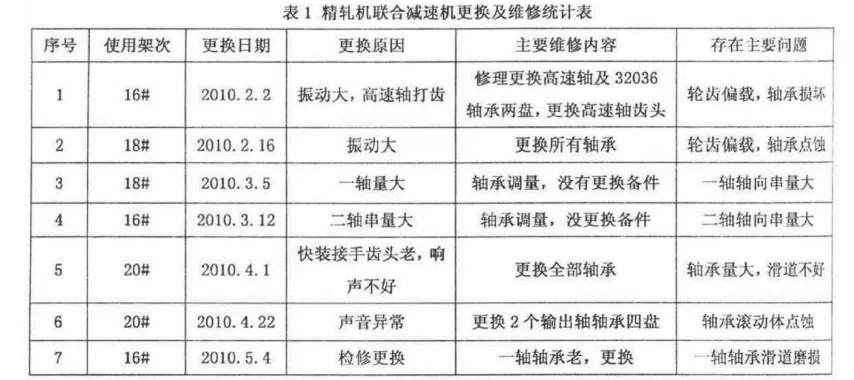
从以上翻转减速机更换及维修内容可以看出,设备存在的主要问题如下:第一,一轴、二轴轴承使用存在问题;第二,齿轮存在严重的偏载现象,集中反映到一轴、二轴齿轮轴上;第三,轴承存在点蚀现象:第四运行中存在噪声。
4、结构分析
对翻转减速机一、二齿轮轴结构进行分析,结构图如附图(一)所示。
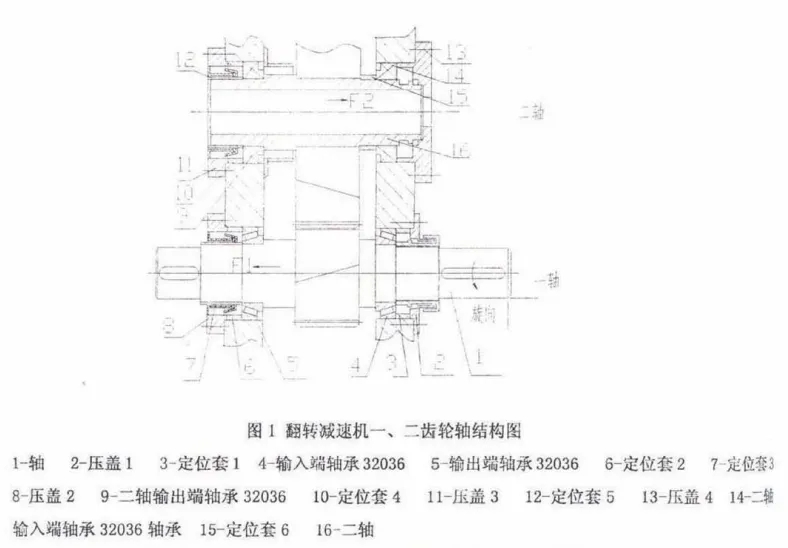
轴承的配置方式为预调整轴承(X型)配置,这种配置方式需要两端定位。一、二齿轮轴选用的是单列圆锥辊子轴承支撑结构,均为压盖定位轴承方式通过调整压盖的轴向尺寸来保证轴承内部游隙(串量)的要求。
该减速机的一轴轴向负荷F1主要作用在附图(一)图示方向上,一轴的轴承(件4)不承受轴向负荷,主要起到配对支撑作用,轴向负荷主要由件5承担。钢料出、入轧机过程中,在附加冲击负荷作用下,使件5产生不良的滚动条件,润滑油膜瞬问被破坏,滑道受损,同时增加保持架承受的应力,无法充分发挥轴承的负载能力,产生噪声和破坏。加剧了件5的滑道磨损。件5磨损反应到件4的结果就是轴向串量继续增加(也就是轴承的游隙都集中到件4的轴承上。受径向力的作用,一轴要向远方移动以消除间隙。最后的结果是一轴与二轴在右侧的中心距逐步变大),造成整个齿轮轴偏斜现象,也就是输入端向下偏斜,反应到齿轮上就是齿轮偏载,偏向左侧,齿面受损。另外,受力轴承件5外圈采用件6定位方式。设备运行过程中, 在负荷F1的作用下,对于件5外圈产生轴向冲击。当负荷F1减少时.轴承压盖又对轴承外圈产生反向的回弹。在交变力作用下,轴承外圈反复运动,造成件5轴承他磨损及轴承压盖与外圈接触面的磨损,齿轮偏载状态会更加恶劣,加剧设备的损坏和噪声的增加。
综上,在设备运转中极易形成两种破坏现象:第一,件5的轴承滑道磨损,使得一轴轴向串量进一步加大,轴的旋转精度降低;第二,件5轴承位磨损;第三,因为轴向串量的加大,引起一轴和二轴不平行,同时偏斜。反映到传动齿轮上就是斜齿轮受力面接触部位偏,发生偏载现象。
减速机在线使用中,串量检查、调节困难,所以随着使用时间的延长,串量会不断增加,齿面开始出现点蚀和剥落现象,减速机响声会越来越大,达到一定程度后随着齿轮承载能力的进一步降低,齿轮最终打齿。为避免事故,设备只能通过频繁更换,下线检修更换轴承来延长齿轮的寿命。
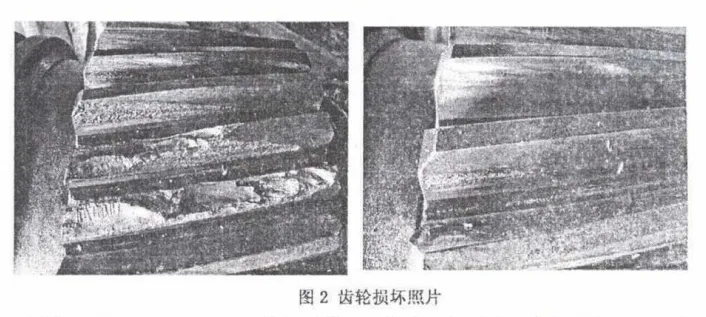
而这一分析在近期减速机更换后设备维修中已经得到了验证,偏载、轴承损坏是普遍现象。可以参考附图(二)2010.2.2因振动大,高速轴打齿而换下来的损坏件相片。
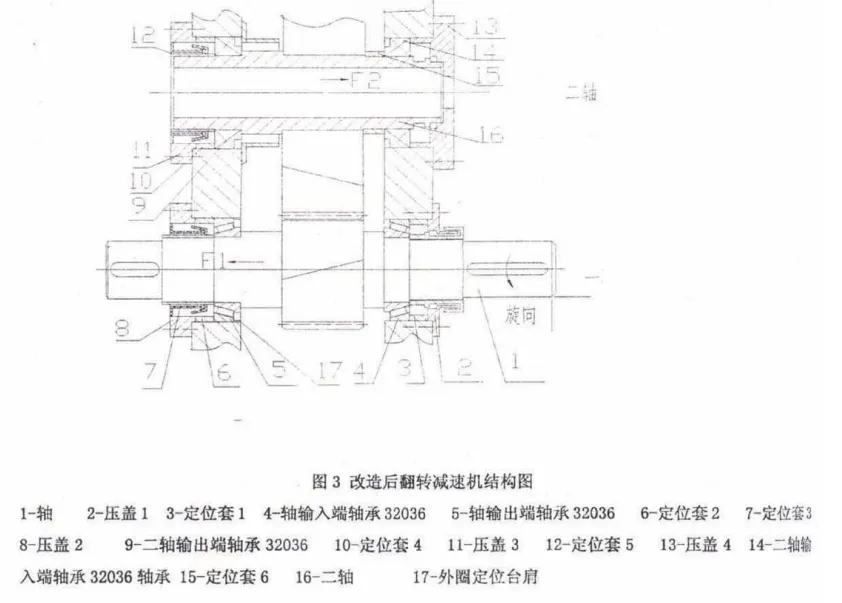
为了改变这一对设备运行及其不利的结构。我们主要从以下两个方面做工作。第一,首先改变设备维修工艺及技术要求。图纸的原始要求轴向串量调整至0.28-0.32mm,而且装配过程中检验串量是在压盖与箱体间没打胶的条件下进行的,根据这一数掘确定轴向串量并最终装配后,轴向串量加大0.10-0.12mm(密封胶补偿厚度0.10-0.12mm),因此我们对于该串量要求数镕进行了调整变为0.18-0.20mm,确保装配完成后轴向串量的要求,达到最佳的初始装配轴承游隙要求。第二,轴承的定位方式加强。件5作为受力端轴承承受大的轴向力,为消除负荷F1交变中对于轴承及轴承位的劣化影响,所以对于一轴受力轴承外圈定位做一改动,改为双向定饥确保件5外圈无轴向运动倾向。方法就是轴承外圈位补焊加工出不影响轴承拆卸的定位台肩见件号17。见图3改造后翻转减速机结构图。
通过以上分析得出翻转减速机更换频繁的主要症结点在轴承的预留游隙及定位方式上。把这两个问题解决后,通过实践检验设备达到了稳定运行的目的,延长了在线使用时间,减少了备件费用,效果明显。
5、结束语
笔者认为使用此种结构形式的减速机比较普遍,由于冲击负荷的不同其损坏程度有所差异。如果单用途减速机且只承受单向负荷,建议在设计时或检修时此改进方案可以借鉴。
2012年全国轧钢生产技术会论文集(下)
(版权归原作者或机构所有)
瓦房店瓦分精工轴承制造有限公司
地 址:辽宁省瓦房店市瓦窝镇
电 话:0411-39103117
传 真:0411-39103117
Email:ZWZvWF2014@163.com
网 址:www.zwzvwf-bearing.com
 智能选型
智能选型 企业公众号
企业公众号


